Leiterplatten oder auch PCBs sind das zentrale Trägerelement nahezu jeder elektronischen Baugruppe. Ohne sie wäre moderne Elektronik in ihrer heutigen Form kaum denkbar. Sie übernehmen zwei grundlegende Aufgaben zugleich: Erstens dienen sie als mechanische Plattform für elektronische Bauteile, zweitens bilden sie die elektrische Infrastruktur, über die Signale, Versorgungsspannungen und Ströme innerhalb einer Schaltung verteilt werden. Ob Sensor, Steuergerät, Messsystem, Industrieelektronik, Smartphone, Netzteil, Computer oder Medizingerät – in fast jedem Produkt befindet sich mindestens eine Leiterplatte, oft mehrere.
Der Begriff Leiterplatte beschreibt zunächst eine isolierende Trägerstruktur, auf deren Oberfläche oder in deren Innerem leitfähige Strukturen ausgebildet sind. Diese leitfähigen Strukturen sind in der Regel Kupferbahnen, Kupferflächen, Pads, Lötaugen und Durchkontaktierungen. Auf diesen Flächen werden Bauteile montiert und elektrisch kontaktiert. Der englische Begriff printed circuit board, kurz PCB, ist international gebräuchlich und verweist auf die historische Entwicklung aus gedruckten oder lithografisch erzeugten Leiterstrukturen.
Inhalt
Was sind Leiterplatten?
Eine Leiterplatte ist eine passive Infrastrukturkomponente. Ihre technische Bedeutung wird häufig unterschätzt, weil sie im fertigen Gerät optisch hinter den Bauteilen zurücktritt. In der Praxis bestimmt sie jedoch maßgeblich, ob eine Baugruppe elektrisch funktioniert, thermisch beherrschbar bleibt, EMV-Anforderungen erfüllt, mechanisch robust ist und wirtschaftlich gefertigt werden kann.
Im einfachsten Fall besteht eine Leiterplatte aus einem elektrisch isolierenden Basismaterial, meist einem glasfaserverstärkten Harzsystem, auf dem eine oder mehrere Kupferschichten aufgebracht sind. Aus dieser Kupferauflage werden durch geeignete Fertigungsverfahren Leiterbahnen und Kontaktflächen erzeugt. Bauteile werden entweder durch Bohrungen gesteckt und verlötet oder direkt auf Oberflächenpads montiert. Zwischen beiden Varianten liegen unterschiedliche technologische Konzepte: THT für Through Hole Technology und SMD für Surface Mounted Devices.
Die Leiterplatte ist deshalb nie nur “ein Stück Material mit Kupfer darauf”. Sie ist immer das Ergebnis eines Systems aus elektrischen, mechanischen, thermischen, fertigungstechnischen und wirtschaftlichen Anforderungen.
Die Grundfunktionen einer Leiterplatte
Die mechanische Funktion besteht darin, Bauteile zu tragen, zu positionieren und innerhalb eines Geräts stabil zu halten. Die Leiterplatte ist damit auch Montageplattform. Schrauben, Distanzhalter, Gehäusekontakte, Steckverbinder, Kühlkörper und weitere mechanische Elemente beziehen sich direkt auf ihre Geometrie.
Die elektrische Funktion liegt in der Verbindung von Bauteilen. Leiterbahnen ersetzen lose Verdrahtung und machen die Schaltung reproduzierbar. Jede Verbindung ist im Layout festgelegt und dadurch standardisiert. Im Unterschied zur freien Verdrahtung entsteht eine definierte Topologie mit wiederholbarer elektrischer Charakteristik.
Hinzu kommt eine thermische Funktion. Kupferflächen, Vias, Metallkerne oder Dickkupferstrukturen können gezielt zur Wärmeverteilung und Wärmeabfuhr genutzt werden. Gerade bei Leistungselektronik, LED-Technik, Netzteilen oder kompakten digitalen Hochleistungsbaugruppen ist diese Funktion wesentlich.
Schließlich erfüllt die Leiterplatte eine fertigungstechnische Funktion. Sie ermöglicht automatisierte Bestückung, Reflow-Löten, Wellenlöten, optische Prüfung und elektrische Tests. Damit ist sie ein zentraler Enabler industrieller Elektronikproduktion.
Leiterplatten als Ergebnis historischer Verdichtung
Vor der Einführung von Leiterplatten wurden elektronische Schaltungen frei verdrahtet. Verbindungen entstanden manuell zwischen Lötösen, Schaltern, Fassungen, Potentiometern und anderen mechanischen Trägerpunkten. Solche Schaltungen waren groß, arbeitsintensiv und stark von handwerklicher Ausführung abhängig. Änderungen, Reparaturen und Serienfertigung waren aufwendig.
Der Übergang zu gedruckten Leiterstrukturen bedeutete einen tiefen Einschnitt in der Elektronikgeschichte. Die Schaltung wanderte gewissermaßen aus der dreidimensionalen Verdrahtung in eine zweidimensionale oder später mehrlagige Geometrie über. Damit wurde Elektronik reproduzierbar, miniaturisierbar und automatisierbar.
Leiterplattenvorläufer tauchten bereits in den 1920er Jahren auf. Paul Eisler ließ sich 1943 das Prinzip der gedruckten Leiterplatte patentieren. Breiter industrieller Einsatz erfolgte jedoch erst mit zunehmender Miniaturisierung der Elektronik ab den 1950er und 1960er Jahren. Die Möglichkeit, Bauteile über standardisierte Pads und Bohrungen auf Trägermaterial zu montieren und elektrisch zu verbinden, reduzierte Fertigungsaufwand und Fehlerquote erheblich.
Mit der Einführung chemisch metallisierter Durchkontaktierungen in den 1960er Jahren wurde die doppelseitige und später mehrlagige Leiterplatte wirtschaftlich sinnvoll. Damit begann die eigentliche Skalierung moderner Elektronikarchitekturen. Die weitere Entwicklung zu SMD, HDI, Multilayern, Microvias und eingebetteten Strukturen war die logische Folge steigender funktionaler Dichte.
Leiterplattenmaterial und Lagenaufbau
Der typische mechanische Grundkörper einer Leiterplatte besteht aus einem Basismaterial, auf das Kupfer aufgebracht ist. Das Basismaterial muss elektrisch isolieren, mechanisch tragen, thermisch und chemisch ausreichend stabil sein und sich in industriellen Prozessen verarbeiten lassen.
Historisch kamen preiswerte Materialien wie Hartpapier zum Einsatz, etwa FR2. Heute dominiert FR4, ein glasfaserverstärktes Epoxidharzsystem. FR4 verbindet akzeptable Kosten mit guter mechanischer Stabilität, brauchbaren Hochfrequenzeigenschaften, relativ niedriger Wasseraufnahme und ausreichender Kriechstromfestigkeit für viele Standardanwendungen.
Das Basismaterial ist jedoch keine bloße Trägerplatte. Seine thermischen Ausdehnungskoeffizienten, seine Glasübergangstemperatur, seine Feuchteaufnahme, seine dielektrischen Eigenschaften und sein Verhalten unter Löt- und Betriebsbelastung beeinflussen unmittelbar die Zuverlässigkeit der gesamten Baugruppe. Oberhalb der Glasübergangstemperatur steigt die thermische Ausdehnung deutlich an; dadurch können Delaminationen, Leiterbahnrisse, Via-Schäden oder Lötstellenprobleme begünstigt werden.
Für spezielle Anwendungen werden daher andere Materialien eingesetzt. PTFE-basierte Materialien, oft unter Bezeichnungen wie Rogers oder Arlon im technischen Sprachgebrauch präsent, kommen in Hochfrequenzanwendungen zum Einsatz. Keramische Substrate werden für besonders stabile oder hochfrequente Systeme genutzt. Polyimid ist wichtig für flexible Leiterplatten. Metallkernsubstrate wie Aluminium oder Kupfer werden verwendet, wenn Wärmemanagement im Vordergrund steht, etwa in LED-Modulen oder Leistungselektronik.
Die leitfähigen Strukturen bestehen meistens aus Kupfer. Übliche Ausgangsdicken liegen bei 18 µm, 35 µm, 70 µm oder 140 µm. 35 µm ist der klassische Standardwert. Für sehr feine Strukturen kann dünneres Kupfer sinnvoll sein, für hohe Ströme oder verbesserten Wärmetransport dickeres.
Die Wahl der Kupferdicke ist ein grundlegender Designparameter. Sie beeinflusst Strombelastbarkeit, Spannungsabfall, Verlustleistung, Temperaturerhöhung, Strukturierbarkeit und Herstellkosten. Dünnere Kupferlagen erlauben feinere Leiterbahnen, dickere erhöhen Stromtragfähigkeit und thermische Reserve, erschweren aber oft die präzise Strukturierung.
Eine Leiterplatte besteht nicht nur aus Leiterbahnen. Wichtige Strukturelemente sind Pads, Lötaugen, Kupferflächen, Masseflächen, Vias, Aussparungen, Fräsungen, Schlitze, Fiducials, Bestückungsdruck, Lötstopplacköffnungen und mechanische Referenzmerkmale.
Pads dienen der Kontaktierung von Bauteilen. Bei THT-Bauteilen sitzen sie um Bohrungen herum, bei SMD-Bauteilen als flache Kontaktflächen auf der Oberfläche. Vias verbinden Kupferlagen elektrisch miteinander. Masseflächen und Versorgungsebenen werden oft als zusammenhängende Kupferebenen ausgeführt, um Stromrückwege, Abschirmung, Impedanzkontrolle und Wärmespreizung zu verbessern.
Der Lötstopplack schützt Leiterbahnen vor Oxidation und verhindert Lötbrücken. Der Bestückungsdruck unterstützt Montage, Wartung und Diagnose. Mechanische Konturen, Ausbrüche und Befestigungslöcher definieren die Einbindung der Leiterplatte in das Gesamtsystem.
Arten von Leiterplatten
Leiterplatten lassen sich zunächst nach der Anzahl der Kupferlagen unterscheiden. Einseitige Leiterplatten tragen Leiterstrukturen nur auf einer Seite. Sie sind kostengünstig, aber topologisch stark eingeschränkt. Wo Schaltungen einfach sind und Kosten dominieren, bleiben sie relevant.
Zweiseitige Leiterplatten besitzen Kupfer auf beiden Seiten. Durchkontaktierungen erlauben den Wechsel zwischen Ober- und Unterseite. Das erhöht die Routingfreiheit erheblich. Für viele Industrie- und Standardanwendungen sind doppelseitige Leiterplatten noch immer ein wirtschaftlicher Kompromiss.
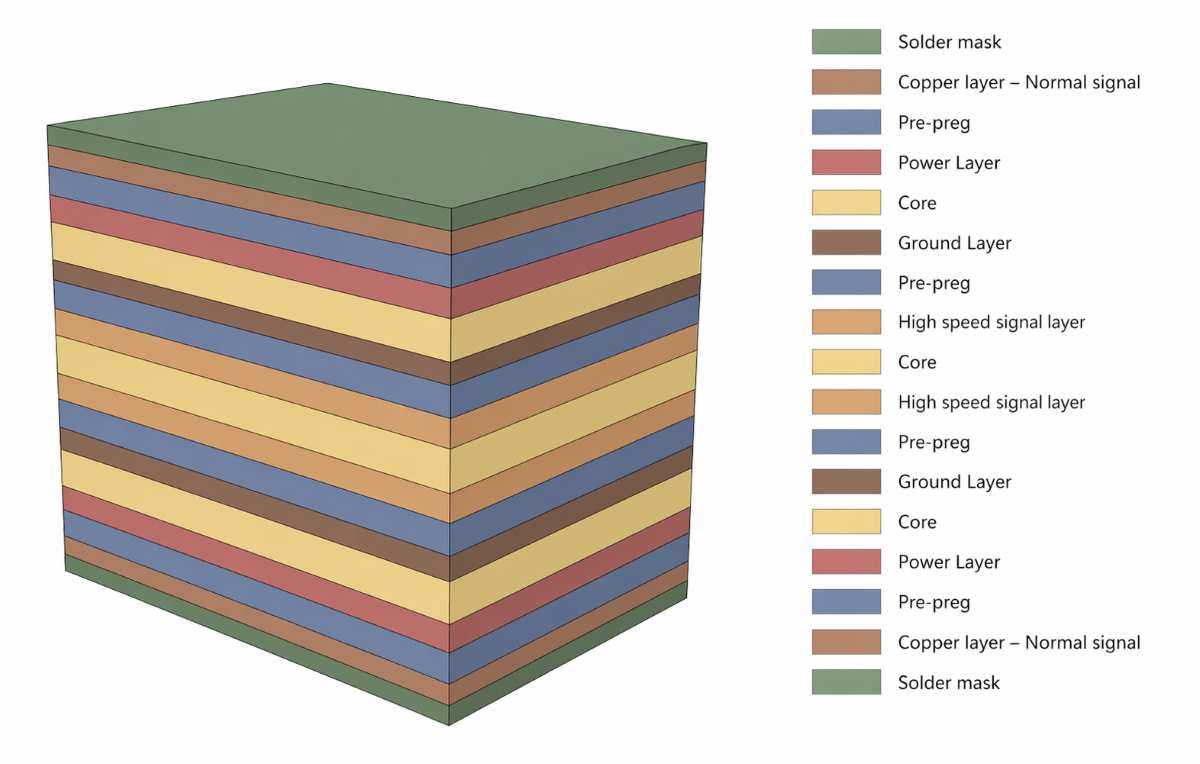
Multilayer-Leiterplatten gehen darüber hinaus. Mehrere Kupferlagen werden mit isolierenden Zwischenlagen verpresst. Dadurch entstehen Innenlagen, auf denen etwa Signale, Masse oder Versorgung geführt werden können. Multilayer sind heute Standard in komplexeren digitalen und leistungselektronischen Systemen. Vier Lagen sind ein typischer Einstieg, sechs bis acht Lagen häufig, deutlich mehr sind technisch möglich.
Daneben existieren Sonderformen wie HDI-Leiterplatten mit hoher Verdichtungsstufe, Flex- und Starrflex-Leiterplatten, Dickkupferplatinen für hohe Ströme, IMS- oder Metallkernplatinen für Wärmeabfuhr sowie spezielle Konstruktionen für rotierende Systeme, Hochfrequenztechnik oder Glas-Substrate.
Herstellung und Entwicklung
Entwicklung
Die Entwicklung einer Leiterplatte beginnt mit den Anforderungen. Zunächst steht die Frage, was die Baugruppe leisten muss: welche Funktionen, welche Signale, welche Spannungen, welche Ströme, welche Temperaturbereiche, welche Schnittstellen, welche Normanforderungen, welche Lebensdauer, welche Stückzahlen, welche Kosten und welche Einbausituation.
Aus diesen Anforderungen entstehen Schaltplan, Bauteilauswahl und mechanische Randbedingungen. Das PCB-Design ist deshalb nie isoliert zu betrachten. Es sitzt an der Schnittstelle zwischen Elektronikentwicklung, Mechanik, Produktion, Einkauf, Test und Zulassung.
Im EDA-System wird zunächst der Schaltplan erstellt. Dort werden logische und elektrische Verbindungen definiert. Parallel oder anschließend werden Bauteile mit ihren Gehäusen, elektrischen Parametern und Footprints verwaltet. Der Footprint ist die physische Schnittstelle zwischen Bauteil und Leiterplatte. Fehler an dieser Stelle gehören zu den folgenreichsten Layoutfehlern, weil sie meist nicht abstrakt, sondern mechanisch-elektrisch wirksam werden: Pinvertauschungen, falsche Padgrößen, ungeeignete Lötmaskenöffnungen, unpassende Bohrungsdurchmesser oder fehlerhafte Courtyards können die Fertigung direkt scheitern lassen. Beispiele für EDA-Tools sind Altium Designer, Pulsonix oder KiCAD.
Nach Schaltplan und Bauteildaten folgt die Platzierung. Bauteile werden so angeordnet, dass elektrische Funktion, Signalfluss, Wärmeverteilung, Fertigbarkeit, Testbarkeit und mechanische Integration zusammenpassen. Bereits hier entscheidet sich ein großer Teil der späteren Qualität des Layouts. Ein schlechtes Placement lässt sich durch Routing nur begrenzt retten.
Erst dann beginnt das eigentliche Routing, also die Entflechtung der Verbindungen. Dabei werden Leiterbahnen mit definierten Breiten, Abständen, Via-Übergängen und Lagenwechseln geführt. Autorouter können in einfachen Fällen helfen, stoßen bei komplexen Hochgeschwindigkeits-, Hochstrom- oder EMV-kritischen Systemen aber schnell an Grenzen. Gute Leiterplattenentwicklung bleibt in anspruchsvollen Projekten eine physikalisch informierte Ingenieursdisziplin, keine reine CAD-Tätigkeit.
Vom CAD zum Fertigungsdatensatz
Ist das Layout abgeschlossen, werden Fertigungsdaten erzeugt. Klassische Formate sind Gerber für die grafischen Lageninformationen und Excellon für Bohrdaten. Zusätzlich entstehen Daten für Fräskonturen, Pastenschablonen, Bestückungsdruck, Pick-and-Place, Test und Stücklisten.
Der Leiterplattenhersteller importiert diese Daten in eine CAM-Umgebung. Dort werden die gelieferten Informationen interpretiert, der Lagenaufbau extrahiert, Design Rule Checks gegen die Fertigungsfähigkeit geprüft und ein Produktionspanel erzeugt. Auf Panel-Ebene werden mehrere Nutzen zusammengefasst, um Materialformate, Maschinenprozesse und spätere Nutzentrennung wirtschaftlich zu organisieren.
Diese Phase ist kritisch, weil sich hier die Grenze zwischen entwicklungsseitigem Wunschlayout und realer Fertigbarkeit zeigt. Zu enge Abstände, nicht herstellbare Bohrungen, kritische Ringbreiten, unzureichende Kupferverteilung oder problematische Via-in-Pad-Konstruktionen werden spätestens hier sichtbar.
Die klassische Herstellung
Der dominierende industrielle Herstellweg für Standardleiterplatten ist fotochemisch. Vereinfacht beginnt der Prozess mit kupferkaschiertem Basismaterial. Es folgen Bohrungen, gegebenenfalls Durchkontaktierung, Laminierung eines Fotoresists, Belichtung, Entwicklung und Ätzen. Auf diese Weise werden aus einer vollflächigen Kupferauflage die gewünschten Leiterstrukturen herausgearbeitet.
Bei doppelseitigen oder mehrlagigen Platinen ist die Durchkontaktierung entscheidend. Die Wand einer Bohrung ist zunächst isolierend. Damit sie leitfähig wird, muss sie chemisch aktiviert, stromlos metallisiert und anschließend elektrolytisch verstärkt werden. Erst dadurch entsteht ein belastbarer elektrischer Übergang zwischen Lagen.
Nach der Strukturierung folgen weitere Prozessschritte wie Oberflächenbehandlung, Lötstopplack, Bestückungsdruck und mechanische Endbearbeitung. Für SMD-Baugruppen kommen Pastenschablonen und Bestückungsdaten hinzu. Für Kontaktflächen können selektive Beschichtungen mit Nickel oder Gold erforderlich sein.
Multilayer-Leiterplatten
Mehrlagige Leiterplatten entstehen durch das Verpressen mehrerer Kupfer- und Isolierlagen. Dabei spielen Prepregs eine zentrale Rolle. Prepreg ist ein vorimprägniertes, teilgehärtetes Halbzeug aus Trägergewebe und Harz. Unter Druck und Temperatur wird es beim Pressvorgang wieder klebrig, verbindet die Lagen und härtet anschließend aus. Der Multilayer-Aufbau definiert Signalreferenzen, Impedanzen, Rückstrompfade, thermische Leitfähigkeit, mechanische Symmetrie und die spätere Prozessstabilität. Unsymmetrische Aufbauten können zu Verzug führen. Schlechte Materialkombinationen können Delamination oder Spannungsrisse begünstigen. Ein Multilayer ist daher immer zugleich elektromagnetische Struktur und Verbundwerkstoff.
Weitere Technologien
Bestückung: THT und SMD
THT, die Durchsteckmontage, ist die klassische Form. Bauteilanschlüsse werden durch Bohrungen geführt und auf der Gegenseite verlötet. Diese Technik ist mechanisch robust und für bestimmte Leistungskomponenten, Steckverbinder, Transformatoren oder hochbelastete Elemente weiterhin relevant.
SMD ermöglichte ab den 1980er Jahren einen massiven Dichtesprung. Bauteile werden direkt auf Oberflächenpads montiert. Dadurch entfallen viele Bohrungen, die Packungsdichte steigt und beide Leiterplattenseiten können genutzt werden. SMD ist die Grundlage moderner miniaturisierter Elektronik.
Die Bestückung erfolgt meist mit Lotpaste und Reflowprozess. Die Lotpaste wird über eine Metallschablone oder per Dispenser aufgetragen, die Bauteile werden automatisiert platziert und anschließend im Ofen verlötet. Für gemischte Baugruppen mit THT und SMD werden zusätzliche selektive Lötverfahren oder manuelle Prozessschritte notwendig.
Mit steigender Integrationsdichte kommen Gehäuse wie QFN und BGA hinzu. Diese erhöhen die elektrischen und thermischen Anforderungen an das Layout erheblich. Insbesondere BGA-Bauteile treiben den Bedarf an HDI, Microvias und sehr präziser Fertigung.
Thermische Verträglichkeit
Eine Leiterplatte ist nie nur elektrischer Verbinder, sondern immer auch thermischer Körper. Jedes aktive Bauteil erzeugt Verluste, und diese Wärme muss abgeführt werden. Das ist besonders kritisch bei Leistungshalbleitern, Spannungsreglern, LEDs, Prozessoren, FPGAs, Treibern und dichten digitalen Baugruppen.
FR4 ist als Wärmepfad begrenzt. Seine Wärmeleitfähigkeit ist im Vergleich zu Kupfer sehr niedrig. Deshalb wird thermisches Design stark über Kupfer selbst realisiert: große Kupferflächen, Heatspreader, dicke Lagen, Thermal Vias und in manchen Fällen Metallkerne.
Thermal Vias verbessern den Wärmetransport durch die Leiterplatte hindurch. Dickkupfer verbessert die laterale Verteilung. Metallkernsubstrate transportieren Verlustwärme in Kühlflächen oder Gehäusestrukturen. Gleichzeitig erzeugen große Kupferflächen beim Löten Probleme, weil sie Wärme aus der Lötstelle abziehen. Deshalb werden Thermal Reliefs eingesetzt, also gezielt reduzierte Anbindungen, damit Pads noch lötbar bleiben.
Thermik ist damit immer ein Zielkonflikt. Was im Betrieb wünschenswert ist, kann im Fertigungsprozess hinderlich sein. Gute Leiterplattenentwicklung muss beide Ebenen gleichzeitig denken.
Strom, Spannung und Signalintegrität
Eine Leiterbahn ist keine ideale Verbindung. Sie besitzt Widerstand, Induktivität, Kapazität und bei hohen Frequenzen ein verteiltes elektromagnetisches Verhalten. Deshalb ist Leiterplattenentwicklung in anspruchsvollen Anwendungen immer auch Feld- und Leitungsdesign.
Bei hohen Strömen stellt sich zuerst die Frage der Strombelastbarkeit. Leiterbahnbreite, Kupferdicke, Temperaturerhöhung, Umgebung, Kupferanbindung und Luftströmung beeinflussen, wie viel Strom geführt werden kann. Engstellen, schlechte Durchkontaktierungen oder unzureichende Querschnitte werden zu Hotspots und Ausfallstellen.
Bei hohen Spannungen dominieren Abstände, Kriechstrecken und Luftstrecken. Zwischen leitfähigen Strukturen müssen Mindestabstände eingehalten werden. Schlitze in der Leiterplatte, gespreizte Pins oder galvanische Trennbauteile wie Optokoppler dienen dazu, sichere Trennung zu gewährleisten.
Bei schnellen digitalen Signalen verschiebt sich der Fokus auf Signalintegrität. Leiterbahnen verhalten sich dann wie Übertragungsleitungen. Impedanzkontrolle, Referenzlagen, Rückstrompfade, Längenanpassung und Vermeidung von Diskontinuitäten werden zentral. Busse oder differentielle Paare müssen geometrisch konsistent geführt werden, damit Laufzeiten, Reflexionen und Kopplungen beherrscht bleiben.
Mechanik
Leiterplatten arbeiten nicht im Vakuum. Sie werden verschraubt, gesteckt, belastet, erwärmt, gekühlt, transportiert und in Gehäuse integriert. Mechanische Stabilität, Verwindung, Resonanz, Vibration und thermomechanische Spannungen sind deshalb integraler Bestandteil ihrer Entwicklung.
Große Bauteile, Steckverbinder und Kühlkörper führen lokale Lasten ein. Lange Baugruppen können sich unter Eigengewicht oder Montagekräften biegen. Starrflex-Systeme müssen definierte Biegebereiche und Übergangszonen besitzen. Temperaturwechsel erzeugen aufgrund unterschiedlicher Ausdehnungskoeffizienten Spannungen zwischen Kupfer, Harz, Glasfaser, Lot und Bauteilkörpern.
Ein gutes elektrisches Layout kann mechanisch unzuverlässig sein. Umgekehrt kann ein robustes mechanisches Design elektrisch problematisch werden. Die Leiterplatte liegt daher genau im Spannungsfeld dieser Disziplinen.
Oberflächenbehandlung
Zwischen Fertigung und Bestückung müssen Kupferoberflächen vor Oxidation geschützt werden. Dafür existieren verschiedene Oberflächenverfahren.
HAL oder HASL erzeugt eine Zinnschicht über ein Heißluftnivellierverfahren. Das Verfahren ist robust und wirtschaftlich, erzeugt aber relativ unebene Oberflächen und ist bei sehr feinen Strukturen nachteilig.
Chemisch Zinn liefert eine ebene Oberfläche, bringt aber chemische und lagertechnische Herausforderungen mit sich, unter anderem das Thema Whiskerbildung.
OSP schützt Kupfer organisch, ist kostengünstig und plan, aber begrenzt lagerfähig und für manche THT-Konstellationen ungünstig.
ENIG erzeugt über Nickel und Gold eine hochwertige, plane und lagerfähige Oberfläche, ist jedoch teurer und prozessseitig anspruchsvoller. Die Wahl der Oberfläche hängt deshalb immer von Bauteiltechnologie, Lagerbedingungen, Kosten und Prozesskette ab.
Test und Qualitätssicherung
Leiterplatten werden nicht erst als fertige Baugruppe relevant, sondern bereits im unbestückten Zustand geprüft. Optische Inspektion kontrolliert Strukturfehler, Unterätzungen, Fehlstellen, Versatz oder Beschichtungsprobleme. Elektrische Prüfungen kontrollieren, ob alle Netze korrekt verbunden und gegeneinander isoliert sind.
Hierzu kommen Flying-Prober und In-Circuit-Tester zum Einsatz. Flying-Prober sind flexibel und für kleine Serien geeignet, aber langsamer. Adapterbasierte Systeme sind schnell und tief prüfbar, lohnen sich aber eher bei größeren Stückzahlen.
Bei Multilayern und BGA-Baugruppen gewinnt die Röntgenprüfung an Bedeutung. Sie erlaubt Einblick in verdeckte Lötstellen, Innenlagenversatz oder versteckte Strukturprobleme. Thermografie kann zur Erkennung thermischer Fehlstellen und lokaler Überlastungen eingesetzt werden.
Vor der Serienfertigung werden meist Prototypen erstellt. Das dient nicht nur der reinen Funktionsprüfung, sondern auch der Validierung von Fertigbarkeit, Montage, EMV, Thermik und Testkonzept. Moderne Fertiger bieten Pool-Fertigung an, bei der verschiedene Designs gemeinsam produziert werden. Das reduziert Kosten und beschleunigt Iterationen.
Historisch existierten auch einfachere Prototypenverfahren wie Isolationsfräsen, Tonertransfer oder manuell gezeichnete Ätzmasken. Diese Verfahren sind für Bastel- und Versuchsumgebungen interessant, aber für hochdichte oder sicherheitsrelevante Systeme nur begrenzt geeignet.
In professionellen Projekten ist die erste Leiterplatte selten die endgültige. Gerade bei komplexen Baugruppen gehören Layout-Revisionen praktisch zum Normalfall. Nicht jede Herausforderung ist im CAD oder in der Simulation vollständig vorhersehbar. Viele Probleme zeigen sich erst in realem Zusammenspiel aus Bauteiltoleranzen, Fertigungsstreuung, thermischer Kopplung und EMV-Umgebung.
Spezialtechnologien und Sonderfälle
Dickkupferplatinen
Dickkupferplatinen werden eingesetzt, wenn hohe Ströme oder verstärkter Wärmetransport nötig sind. Dabei sind Kupferstärken jenseits der Standardbereiche üblich. Das verbessert Stromtragfähigkeit und Wärmespreizung, erschwert aber die feine Strukturierung.
Flexible Leiterplatten
Flexible Leiterplatten auf Polyimidbasis ermöglichen Biegung und dreidimensionale Integration. Sie kommen in Kameras, Smartphones, Druckern und vielen kompakten Geräten vor. Starrflex-Leiterplatten kombinieren starre und flexible Zonen und sparen Stecker, Kabel und Montagevolumen ein, sind aber konstruktiv und fertigungstechnisch anspruchsvoll.
Metallkernleiterplatten
Metallkernleiterplatten dienen dem Wärmemanagement. Chip-on-Board und eingebettete passive Strukturen reduzieren Bauvolumen und können Funktionen direkt in die Leiterplatte verlagern. Damit verschwimmt in modernen Systemen zunehmend die Grenze zwischen Träger, Verdrahtung und funktionalem Teil.
Warum Leiterplattenentwicklung eine eigene Ingenieursdisziplin ist
Aus all diesen Gründen ist PCB-Design nicht nur “Zeichnen von Leiterbahnen”. Es ist die konkrete räumliche und physikalische Umsetzung einer elektronischen Funktion in ein industriell herstellbares Produkt. Gute Leiterplattenentwicklung verlangt Kenntnis in Elektronik, Materialkunde, Fertigungstechnik, Signalintegrität, Thermik, EMV, Mechanik und Qualitätssicherung.
Mit zunehmender Packungsdichte und steigenden Anforderungen an Robustheit, Sicherheit, Miniaturisierung und Stückkosten wird die Leiterplatte immer weniger zum passiven Hintergrund und immer stärker zum aktiven Erfolgsfaktor der Baugruppe. In vielen Projekten entscheidet nicht primär der Schaltplan über die Qualität des Endprodukts, sondern die Qualität seiner Umsetzung auf der Leiterplatte.
Leiterplatten sind deshalb die eigentliche physische Sprache der Elektronik. In ihnen wird aus abstrakter Schaltungstechnik ein fertiges technisches Objekt. Ihre Entwicklung ist die Übersetzung von Funktion in Geometrie, von Geometrie in Fertigung und von Fertigung in verlässlichen Betrieb.